

Automatización de compostaje industrial
Control remoto inteligente para compostaje de efluentes de tambo con monitoreo integral de parámetros
Caso de implementación
Problema: Monitoreo manual del proceso de compostaje, control inconsistente de humedad, temperatura, pH y conductividad, pérdida de calidad del compost por falta de seguimiento integral.
Solución: Sistema automatizado con 4 sensores (temperatura, humedad, pH, conductividad), 3 aspersores de riego, 2 ventiladores de aireación forzada y controladora remota configurable en tiempo real.
Resultado: Control preciso 24/7 de todos los parámetros críticos, calidad consistente del compost, reducción del 70% en tiempo de supervisión manual.
Funcionamiento del sistema
Arquitectura completa: 4 sensores, actuadores y control remoto integrado
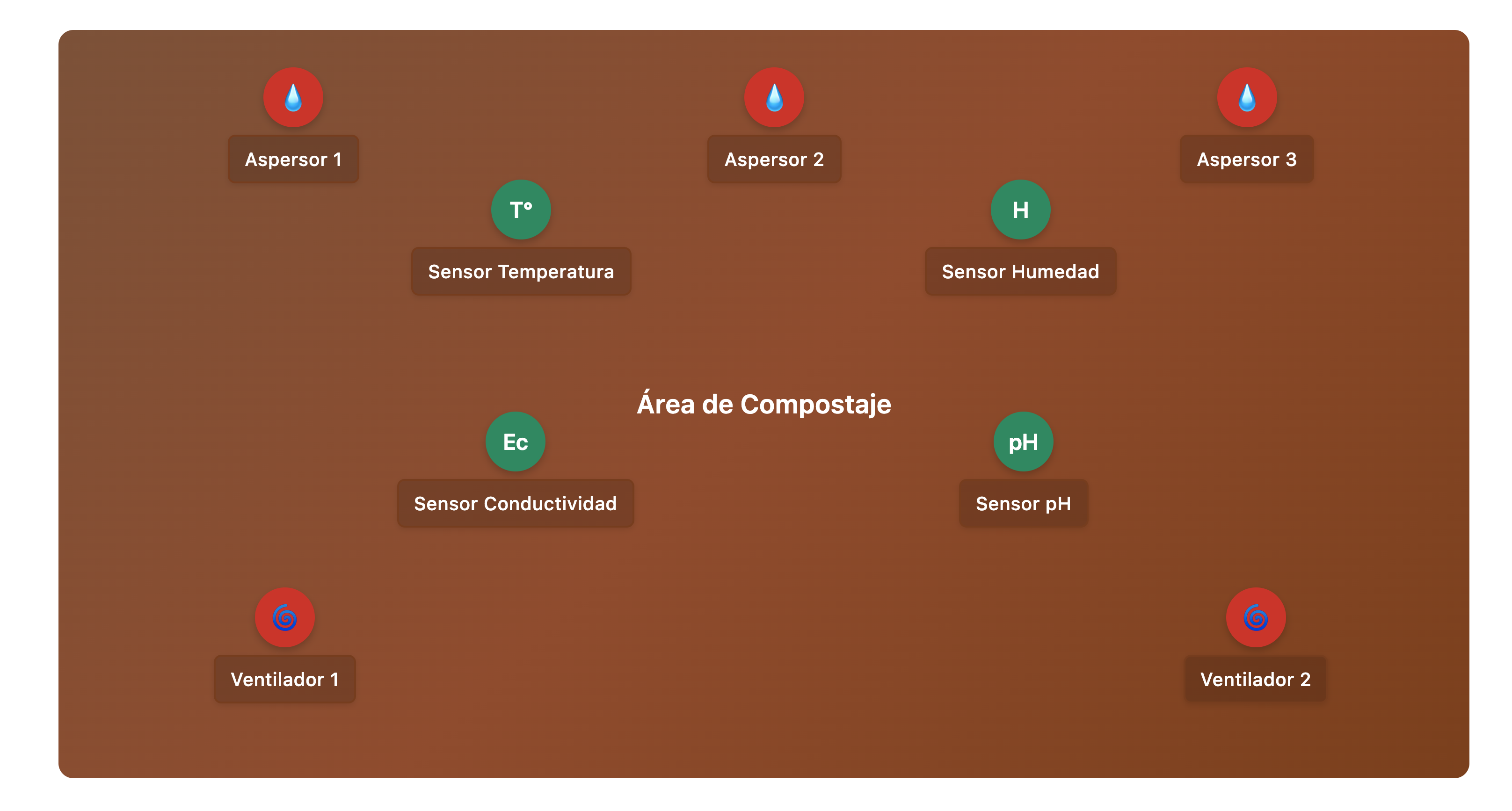
El sistema integra sensores de temperatura, humedad, pH y conductividad con actuadores automáticos (aspersores y ventiladores) para mantener condiciones óptimas de compostaje las 24 horas.
Resultados medibles
| Métrica | Sistema manual | Sistema automatizado |
|---|---|---|
Parámetros monitoreados Variables controladas | Temperatura visual | Temp, Humedad, pH, Conductividad |
Frecuencia de control Supervisión del proceso | 2-3 veces por día | Continuo (cada 30 min) |
Tiempo de supervisión Personal dedicado | 2 horas diarias | 36 min diarios (70% reducción) |
Calidad del compost Consistencia del producto | Variable, pérdidas por mal control | Uniforme, parámetros óptimos siempre |
Control remoto Gestión a distancia | No disponible | Completo desde smartphone/PC |
Proceso de implementación
Instalación de hardware
Montaje de 4 sensores (T°, humedad, pH, conductividad), 3 aspersores con control individual, 2 ventiladores con variador de velocidad y cableado a controladora central.
Configuración del sistema
Calibración de sensores, programación de ciclos de riego automático según pH y conductividad, configuración de aireación forzada y setup de alertas móviles.
Puesta en marcha
Período de prueba con monitoreo conjunto, ajuste fino de parámetros según material, capacitación del personal y configuración de acceso remoto completo.
Especificaciones técnicas
- Sensores incluidos
- 4 tipos
- Aspersores controlados
- 3 zonas
- Ventiladores
- 2 unidades
- Frecuencia monitoreo
- 30 min
Beneficios principales
Control automático
Riego y aireación se activan según parámetros medidos, sin intervención manual.
Monitoreo 24/7
Supervisión continua de temperatura, humedad, pH y conductividad.
Alertas inteligentes
Notificaciones móviles ante desvíos de parámetros o fallas del sistema.
Dashboard completo
4 parámetros en tiempo real, alertas predictivas, históricos detallados exportables, reportes automáticos para auditorías.
Requisitos del sistema
Área de compostaje con acceso para instalación de sensores
Suministro eléctrico trifásico 380V para ventiladores y bombas
Conectividad WiFi o instalación de antena 4G en el sitio
Sistema de agua presurizada para aspersores (mín. 2 bar)
Espacio techado para controladora central (protección IP54 incluida)
Casos de aplicación relacionados
Biodigestores
Control automatizado de pH, temperatura y presión en procesos de biodigestión anaeróbica.
Secado de granos
Monitoreo de humedad y temperatura en silos con control automático de ventilación.
Fermentación controlada
Supervisión de parámetros críticos en procesos de fermentación industrial.
Cuéntanos cómo podemos ayudarte.
Escríbenos y te respondemos a la brevedad.
ventas@nexlab.com.uy